5 mins read time
How Biocatalysis Is Redefining Manufacturing at Commercial Scale
How Biocatalysis Is Redefining Manufacturing at Commercial Scale
RNA therapeutics are rapidly transitioning from niche innovations to foundational medicines. With the global market projected to reach approximately $25 billion by the early 2030s, the modality is expanding beyond rare genetic disorders into widespread chronic conditions, including cardiovascular disease [1]. This evolution requires a considerable shift in manufacturing approaches.
As RNA drugs move into indications affecting millions of patients, production volumes must increase dramatically. Estimates suggest that the annual output of therapeutic oligonucleotide active pharmaceutical ingredient (API) could exceed 30 metric tons before the end of the decade [2]. Meeting that demand will require more than incremental process optimization. It calls for a structural rethinking of how RNA is manufactured.
The Structural Limits of Traditional SPOS
Solid-phase oligonucleotide synthesis (SPOS) has supported RNA production for decades. Its stepwise chemistry provides precise sequence control and remains suitable for early development and shorter constructs. However, as therapeutic RNA programs expand, fundamental constraints become more pronounced. Key limitations of SPOS at scale include:
- Compounding yield loss
Even high-efficiency coupling steps result in an exponential decline in overall yield as sequence length increases. - Impurity accumulation
Adding more reaction cycles introduces more contaminants. - Sensitive end-stage chemistry
Cleavage and deprotection conditions must be tightly controlled to avoid degradation or incomplete processing. - High solvent consumption
Large volumes of harsh organic solvents drive facility complexity, capital intensity and environmental impact. - Infrastructure constraints
Scaling output requires significant investment in specialized, solvent-handling manufacturing assets.
Individually, these challenges are manageable. Collectively, they become structural barriers when production targets move above 10 kilograms.
Enzyme-Enabled Manufacturing: A Forward-Compatible Alternative
To address these constraints, enzyme-enabled RNA synthesis is emerging as a scalable and sustainable alternative. Rather than relying on iterative chemical cycles on a solid support, enzymatic processes operate in water-based environments under comparatively mild conditions. This eliminates the need for many protective groups and significantly reduces the use of hazardous solvents.
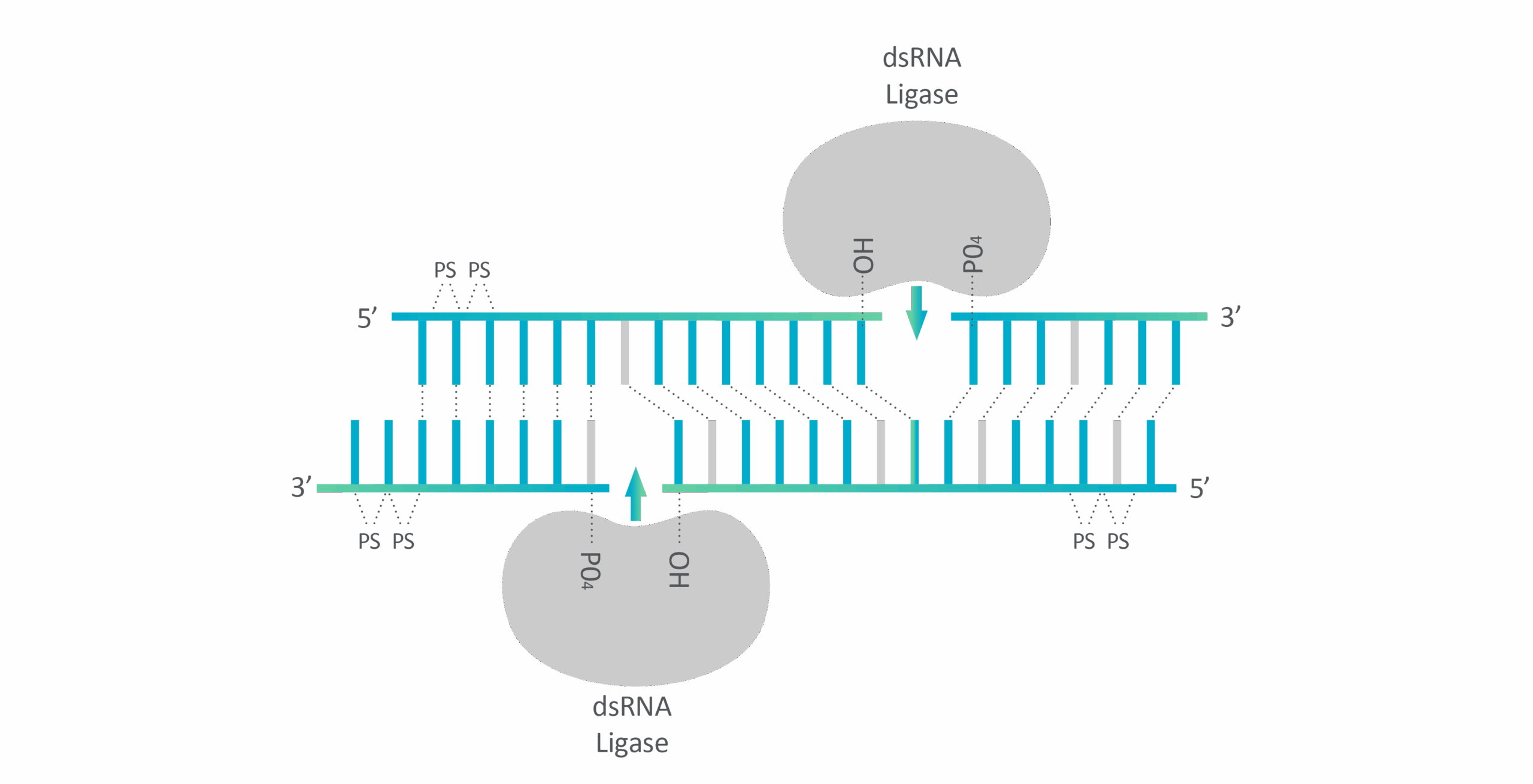
Engineered polymerases can sequentially incorporate nucleotides to generate short, high-quality RNA strands, which are then enzymatically joined by ligases to assemble longer, full-length constructs. Importantly, enzymatic workflows allow the growing oligonucleotide to remain in solution while catalytic proteins are immobilized, enabling continuous or semi-continuous processing formats. This architecture enhances scalability and facilitates real-time analytical monitoring using tools such as high-performance liquid chromatography and mass spectrometry.
By reducing cumulative yield loss and simplifying purifications, enzyme-enabled approaches offer a fundamentally different production model aligned with large-volume manufacturing.
The Strategic Advantage of Ligation-Based Assembly
Ligation-based assembly introduces a modular manufacturing architecture in which discrete RNA segments are designed as interoperable building blocks and then precisely connected through enzyme-catalyzed junction formation. This framework enables deliberate control over where and how sequences are joined, creating a flexible pathway to construct complex, full-length therapeutics without relying on a single continuous synthesis route.
This approach introduces several operational and economic advantages:
- Improved fragment quality
Shorter sequences experience fewer cumulative inefficiencies during synthesis. - Higher overall yield
Optimized fragments translate into more efficient full-length assembly. - Reduced downstream burden
Cleaner inputs simplify purifications and improve process robustness. - Enhanced scalability
Engineered ligases can be optimized for activity, substrate tolerance and performance at industrial concentrations.
When combined with protein engineering to enhance ligase performance, this modular framework transitions ligation from an academic tool to a viable large-scale manufacturing platform.
From Pilot Scale to Industrial Reality
Enzymatic RNA manufacturing is no longer theoretical. Ligation-based processes have already been scaled to multi-kilogram production, supported by substantial infrastructure investments from major pharmaceutical innovators. In parallel, advances in polymerase engineering are enabling stepwise enzymatic synthesis approaches that now demonstrate coupling efficiencies comparable to SPOS while continuing to improve in scalability and product quality.
Together, these developments point toward a future in which RNA therapeutics can be manufactured through integrated, fully enzymatic platforms. Such systems promise not only higher throughput but also improved environmental performance, simplified purifications and greater operational flexibility.
Enabling the Next Chapter of RNA Medicine
RNA therapeutics are poised to impact patient populations at an unprecedented scale. Realizing that potential requires innovation not only in molecular design but also in manufacturing science.
Enzyme-enabled processes represent a decisive step forward, aligning production methods with the realities of chronic, large-indication medicines. By combining scalability, efficiency and sustainability, engineered biocatalysts provide the technical foundation for the next generation of RNA therapeutics. As the field advances, manufacturing innovation will determine how fully the promise of RNA medicine can be translated into global clinical impact.
References
1. Allied Market Research. (April 2025). RNA Based Therapeutics Market by Type, Application, and End User: Global Opportunity Analysis and Industry Forecast, 2021–2030. https://www.alliedmarketresearch.com/RNA-based-therapeutics-market
2. Example scenario based on Leqvio dosing of 284 mg per administration with twice-yearly maintenance dosing. Per asset per year: 10,000,000 patients × 284 mg × 2 = 5,680 kg. For five assets: 28,400 kg or 28.4 metric tons per year. Patient assumption from HSBC Global Investment Research Dec 2025. Dosing source: Leqvio HCP, Dosing and Administration, https://www.leqviohcp.com/dosing-and-administration; Patient population assumption source: HSBC Global Investment Research, 2026 in Pharma catalysts: Reflecting on lessons from 2025, December 2025.
Date Published:
25 June 2026
Discover the Expertise Powering Possibility
Speak to our experts to learn how our platforms deliver smarter science, faster timelines, and greater confidence. Let’s talk.


Related Content


Enzymes to Enable a Biocatalytic Cascade for Small Molecule API
Want to see more blogs?





We're Paving Your Path to the Future
You own the product and we own the path. Together, we’ll take it to market clearly, cleanly and without surprises.